A few weeks before submitting this batch, I started learning Blender. Not because I wanted to sculpt, kitbash, or make original models — but because I kept running into the same problem over and over again:
I didn’t actually know what size my STL files were.
I followed a long beginner tutorial on YouTube — the classic donut track. I’m not done with it yet. I’ve watched it about one and a half times so far, and I’ve almost finished my first donut. That was enough to get comfortable moving around the viewport, importing files, and not feeling completely lost.
What surprised me was realizing that Blender could import STL files directly.
That was the missing link.
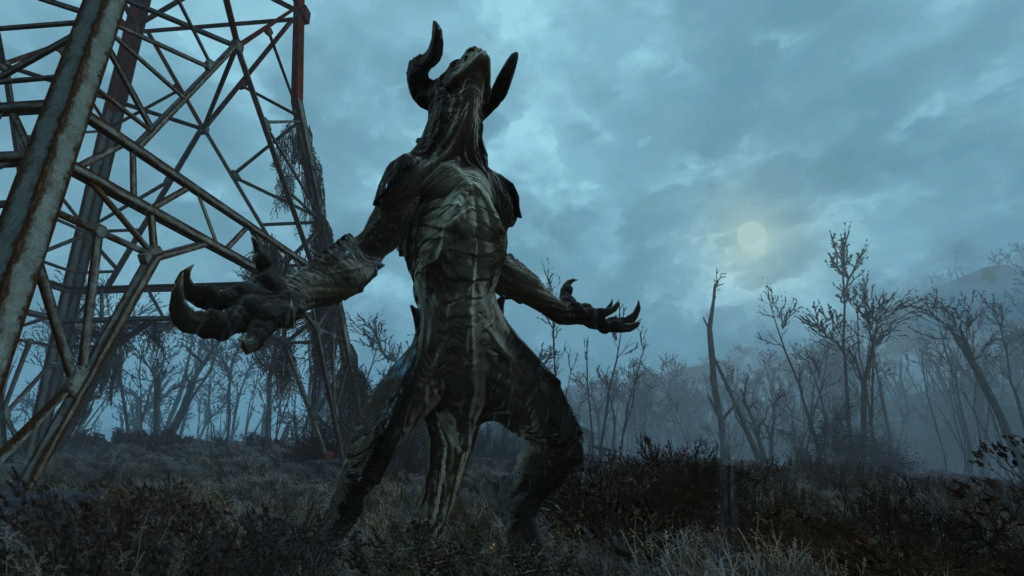
In Log #2, the Deathclaw didn’t fail because of geometry or print difficulty. It failed because the STL already had scale baked into it, and I was trying to override that downstream with instructions. I was arguing with the file instead of inspecting it.
So instead of guessing again, I decided to look at the problem head-on.
Using a Known-Good Print as a Reference
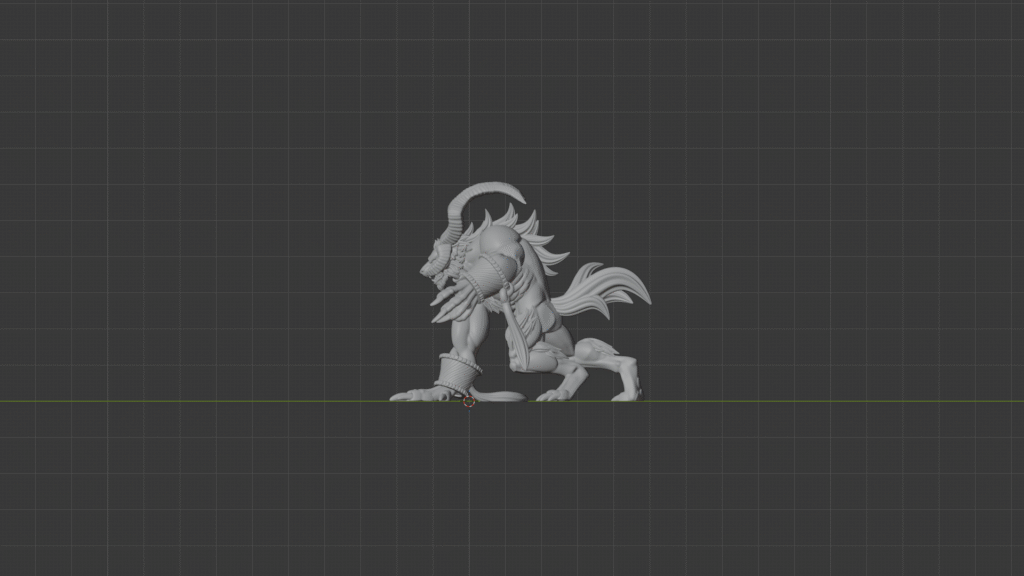
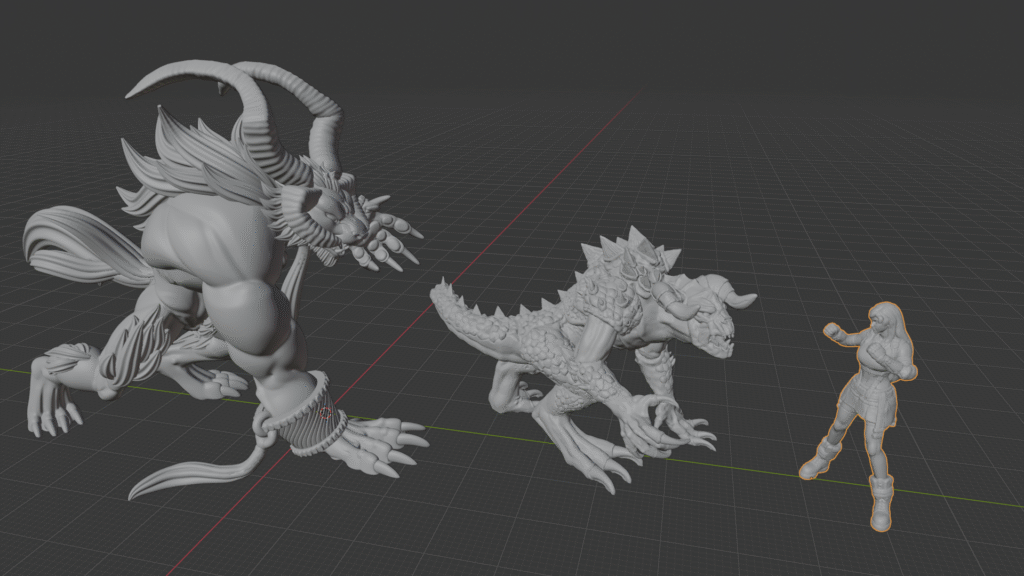
The first thing I did was import the Ifrit STL — the one that had already printed successfully at the correct tabletop scale. That model was proven. Approved, printed, handled, and visually right.
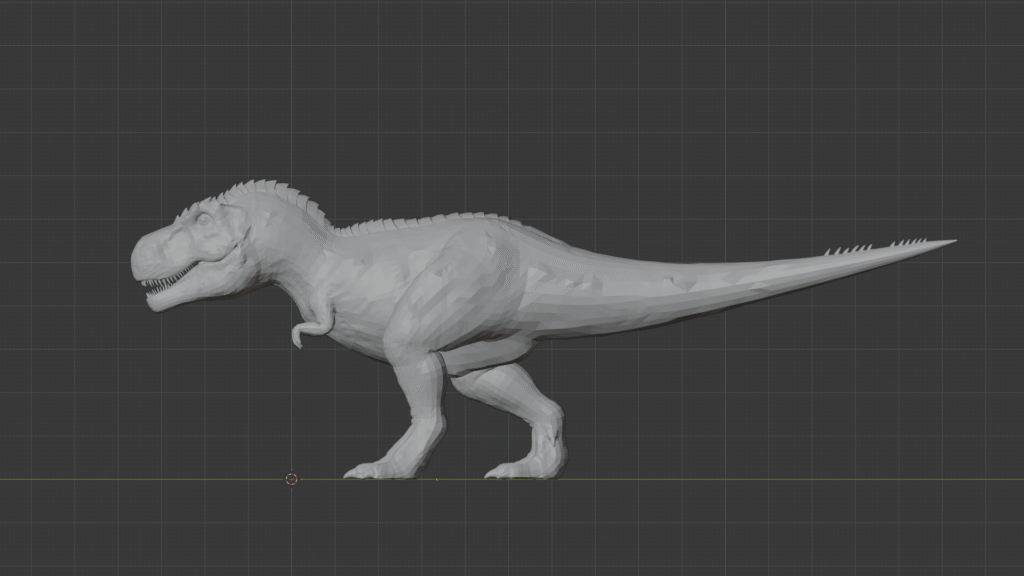
Then I imported the Deathclaw STL into the same Blender scene.
That one move changed everything.
Instead of thinking in percentages, millimeters, or “hero scale” as an abstract idea, I could now see both models occupying the same space. Same grid. Same camera. Same units.
The scale problem stopped being theoretical.
Once the Deathclaw was roughly where I thought it should be relative to Ifrit, I committed to it. I applied the scale using Ctrl + A → Scale, which effectively locked those dimensions in. From that point on, the model wasn’t “scaled up” or “scaled down” anymore — it just was that size.
That alone eliminated a lot of ambiguity.
But it also exposed a new set of problems I didn’t know I had.
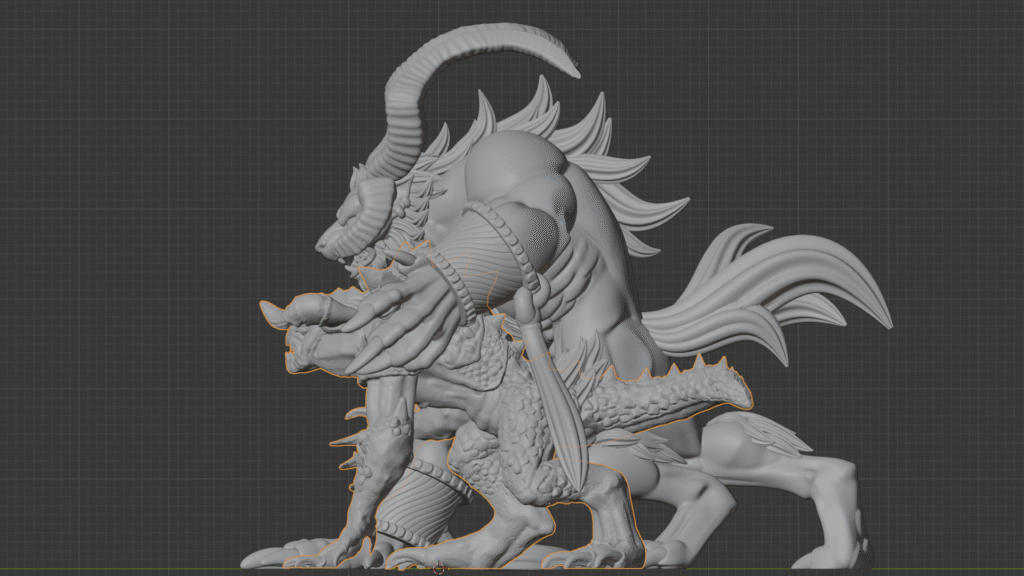
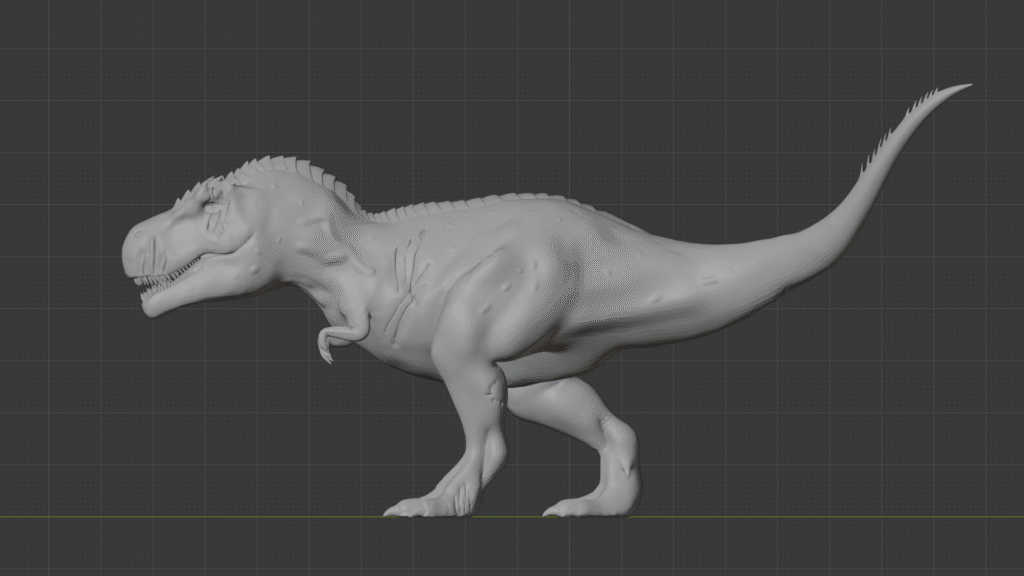
Discovering the Hidden Geometry Issues
As I started looking more closely, I noticed something that explained a lot of the weirdness I’d been fighting before.
The Deathclaw’s origin wasn’t centered the way I expected. The model’s “center” — the point slicers and transforms care about — was offset toward the front-right of the miniature. That made rotations feel wrong, scaling feel unpredictable, and orientation harder than it needed to be.
I tried the usual beginner moves first:
None of that felt reliable.
That’s when I started digging into parts of Blender the donut tutorial hadn’t reached yet — things like setting the origin deliberately, using the 3D cursor, and lining models up against the world axes instead of my own judgment.
Once the origin was set properly and the model was oriented in a way that made sense, the file stopped fighting me.
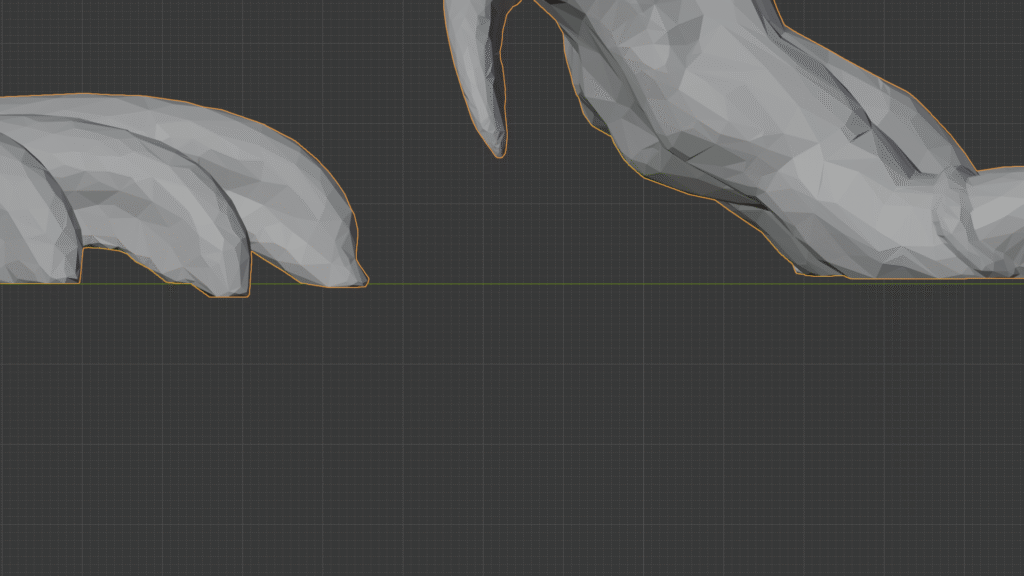
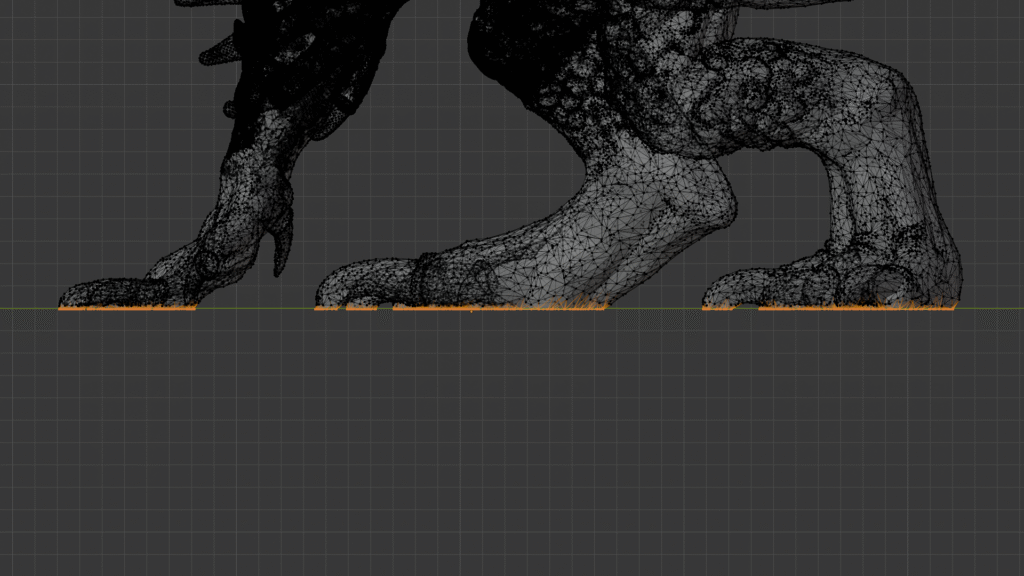
But there was still one last issue — and this one only became obvious because I was thinking about the physical print, not the screen model.