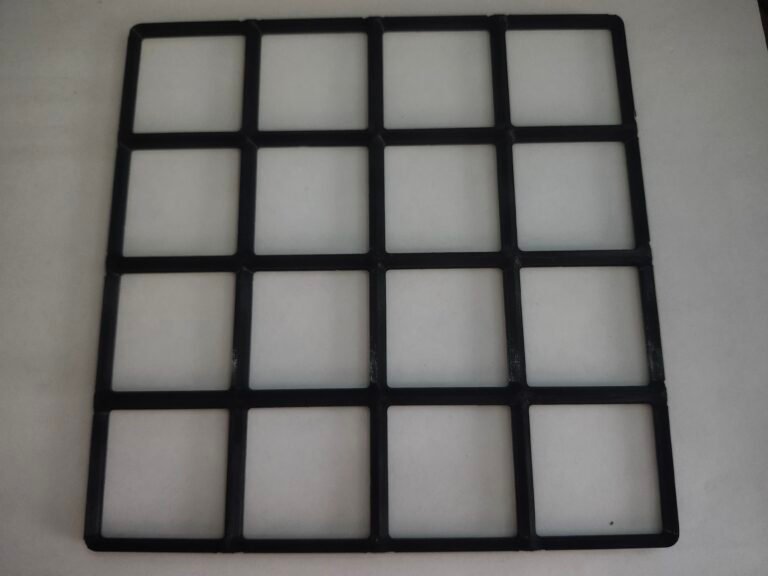
Next up was a Gridfinity 4×4 frame, chosen specifically because it was the largest Gridfinity part that would fit inside the library’s build volume.
This wasn’t a decorative print. It was a stress test:
It printed clean, square, and solid enough for real use. That mattered, because Gridfinity parts are exactly the kind of thing I want to batch-print later without babysitting or rejections.
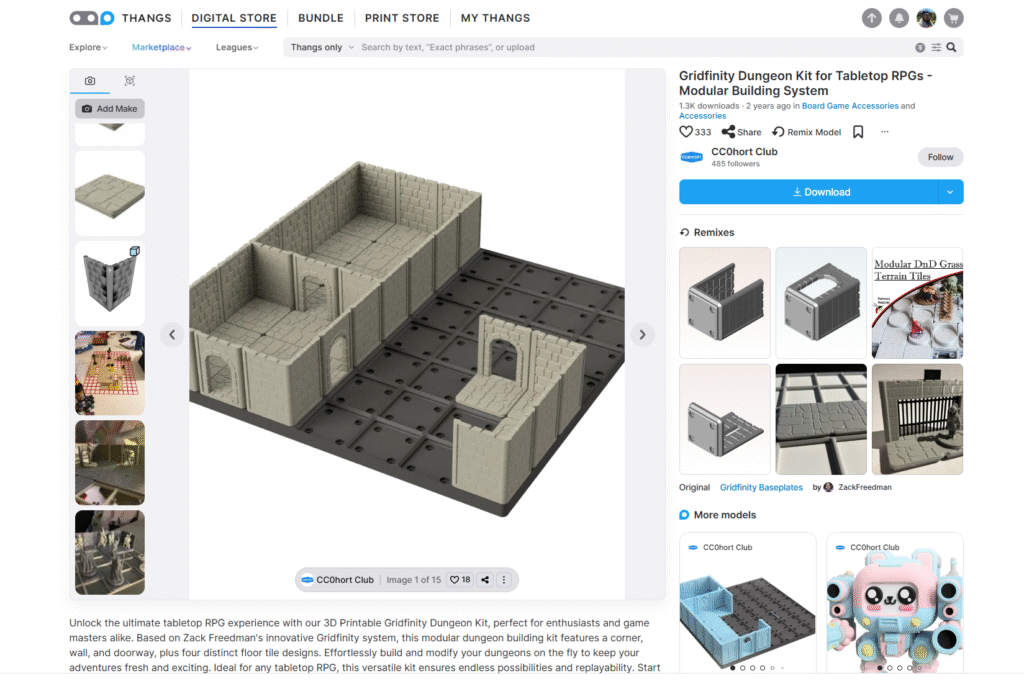
A Quick Sidebar: What Gridfinity Is (and Why I’m Using It)
While I was hunting for usable STLs and trying to understand what actually prints well under library constraints, I kept running into Gridfinity. At first I thought it was just another organizer system. It’s not.
Gridfinity is a modular, open-source storage system designed around a simple grid standard. Everything snaps into a shared footprint, which means bins, trays, holders, and tools all play nicely together — even if they’re made by different people.
The core idea is credited to Zack Freedman, who did something important right out of the gate:
he made the system free, documented, and easy for others to build on.
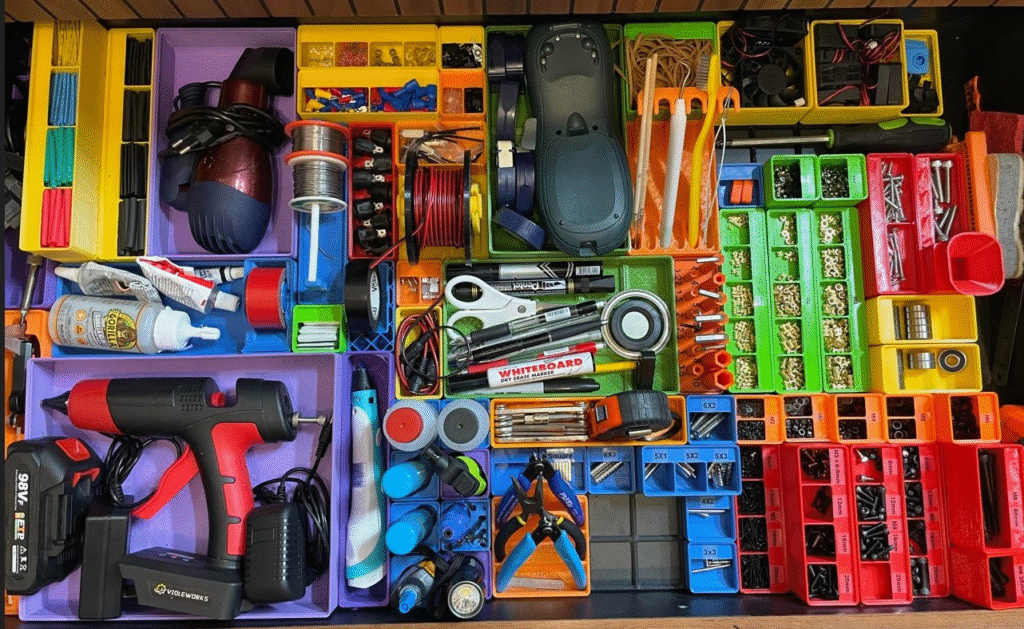
Why Gridfinity Works (Especially for FDM)
From a printing standpoint, Gridfinity has a few huge advantages:
Predictable geometry
Straight walls, flat bases, repeatable dimensions.
Scales cleanly
Small bins, big frames, or full plates — same logic applies.
Forgiving tolerances
Perfect for public printers where you don’t control calibration.
Community-driven STLs
There’s already a massive ecosystem of parts that follow the same rules.
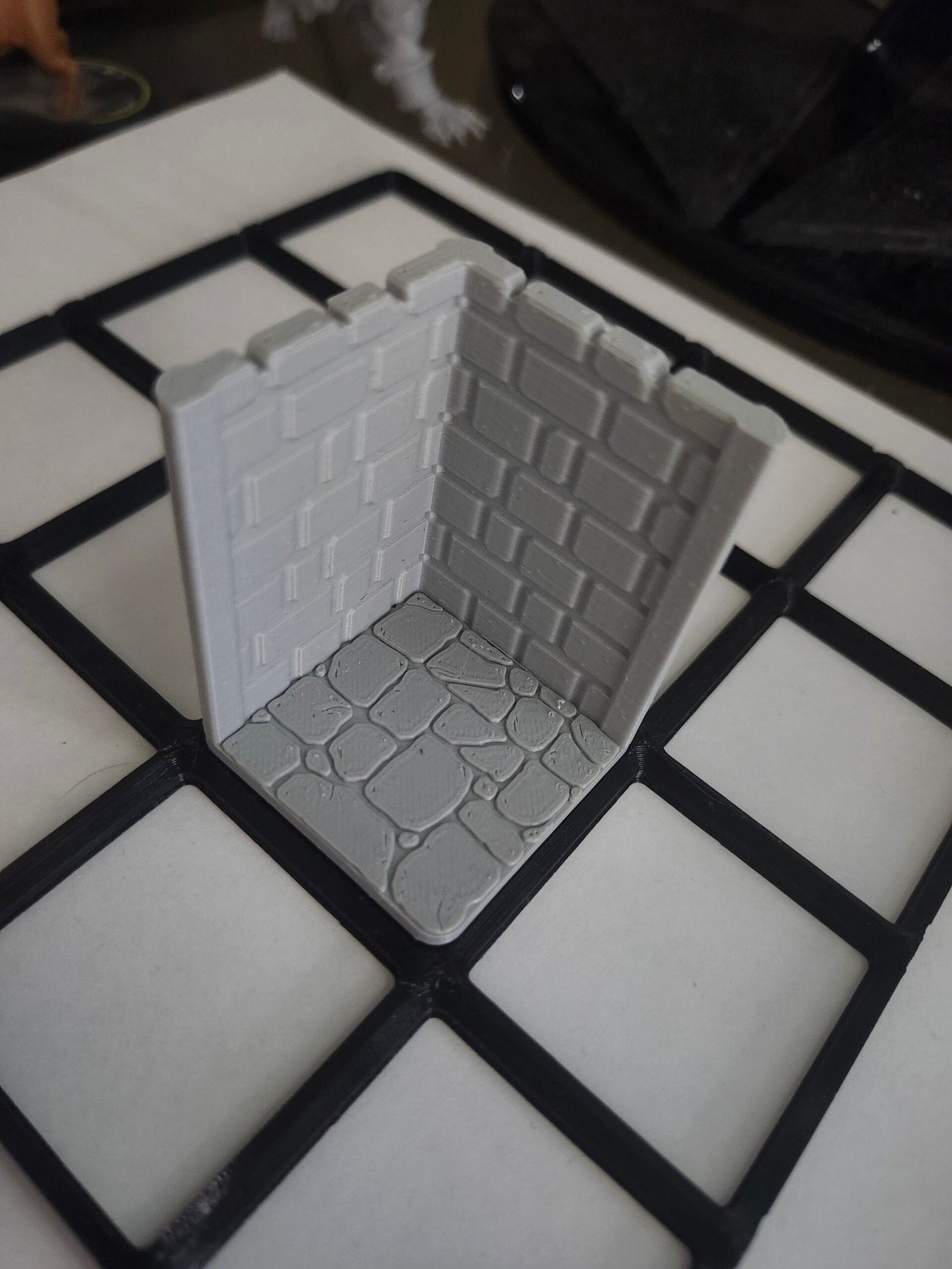
That’s why my 4×4 frame and dungeon wall corner printed so cleanly. They’re not asking the printer to do anything fancy — they’re asking it to do things it’s already good at.
Why I’m Promoting It Here
I didn’t go looking for Gridfinity to organize my desk. I found it while trying to solve a printing problem:
“How do I submit STLs that are reasonable, repeatable, and unlikely to get rejected?”
Gridfinity accidentally answers that question.
It’s one of those rare cases where:
The design philosophy respects real-world constraints
The system is genuinely open
And the creator didn’t lock it behind a paywall
Zack didn’t have to release it the way he did — but he did, and the entire 3D printing community is better for it.
How This Connects Back to the Log
I’m not done with character models or terrain — not even close. But Gridfinity gave me a baseline:
That matters when every print request is reviewed by a human and capped at 10 hours.